Use APKPure App
Get Cnc Taper & Radius Coordinator old version APK for Android
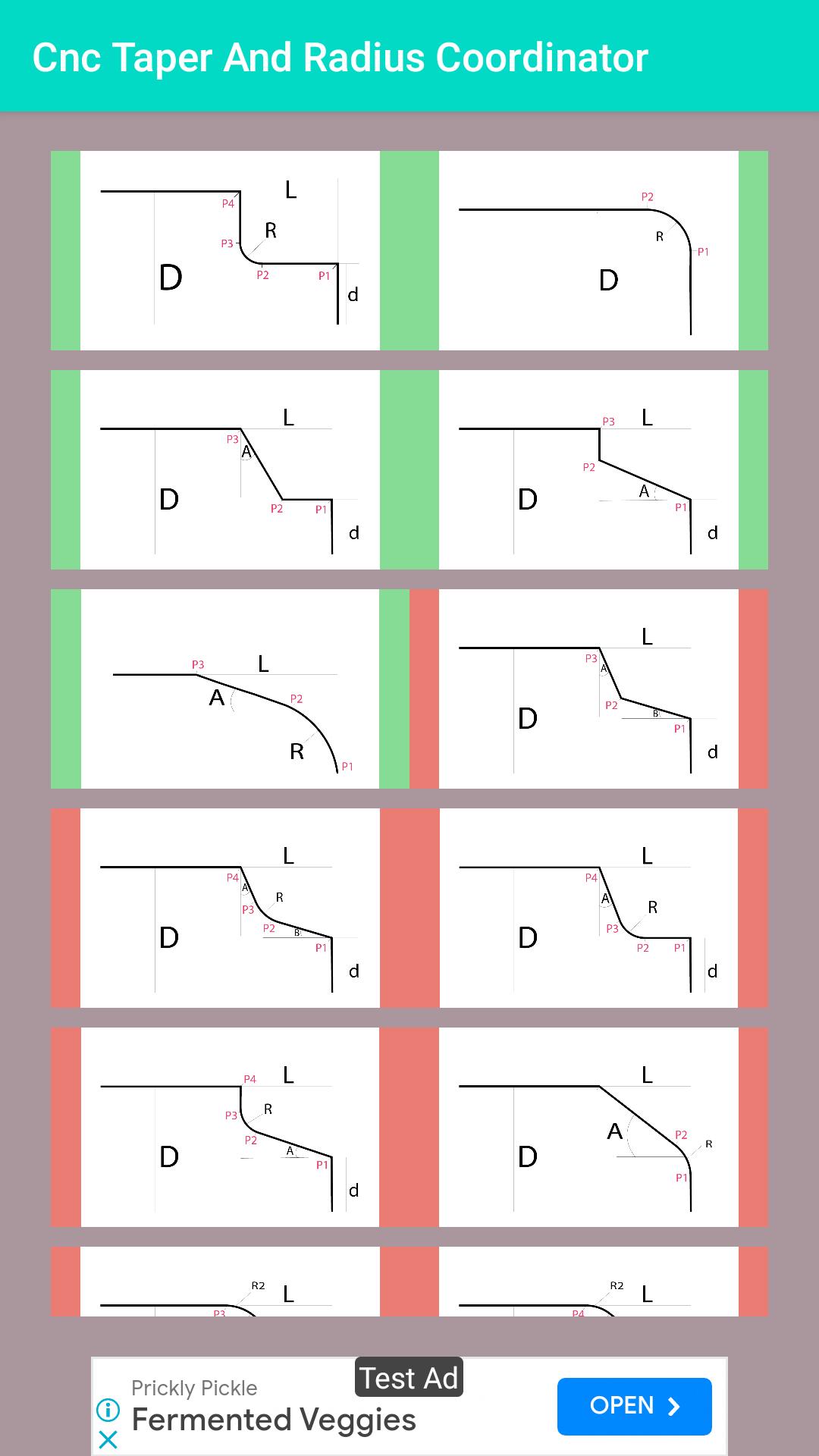
Apl Ini Adalah Apl Yang Sangat Berguna Untuk Mencari Atau Mengira Tirus CNC Dan Koordinat Jejari
Menggunakan fungsi chamfering di tempat di mana pusat pemesinan CNC digunakan untuk chamfering dan pembulatan boleh memudahkan program, bukan sahaja dapat mengurangkan beban kerja pengaturcaraan, tetapi juga mengurangkan kebarangkalian ralat apabila menggunakan pusat pemesinan CNC untuk membuat plastik atau aluminium logam bahagian pemesinan.
Bagaimana Untuk Memprogram Jejari Pada Pelarik CNC?
Untuk memprogramkan jejari pada mesin pelarik CNC, anda perlu tahu cara bekerja dengan sistem kawalan mesin. Terdapat dua pilihan:
– Menggunakan editor program
– Menggunakan Editor Kod G
Dari segi kemudahan penggunaan, editor G Code adalah lebih baik, dengan pengetahuan ini, anda boleh mencipta sebarang jenis gerakan dengan program anda.
Tutorial chamfering C dan pembundaran automatik R untuk mesin pelarik CNC:
Chamfering automatik C dan pembundaran automatik R
Talang pergerakan alatan arahan projek C
G01 X.Z()…C(+)
G01 X30. Z-20.
G01 X50. C2.
G01 Z0 Blok ini, bergerak ke paksi X
Letakkan satu blok dan bergerak ke arah positif (+) paksi Z Chamfer C
G01 X.Z()…C(-)
G01 X30. Z-20.
G01 X50. C-2.
G01 Z-30. Blok ini, bergerak ke paksi X
Letakkan satu blok dan bergerak ke arah positif (-) paksi Z Chamfer C
G01 X.Z()…C(+)
G01 X30. Z0
G01 Z-30. C2.
G01 X50. Blok ini, bergerak ke paksi Z
Letakkan satu blok dan bergerak ke arah negatif (+) paksi X Chamfer C
G01 X.Z()…C(-)
G01 X30. Z0
G01 Z-30. C-2.
G01 X20. Blok ini, bergerak ke paksi Z
Letakkan satu blok, gerakkan paksi X ke arah positif (-) Chamfer C
G1 X…R(+)G01 X30. Z-20.
G01 X50. R2.
G01 Z0. Blok ini, bergerak ke paksi X
Letakkan satu blok, bergerak ke arah positif (+) paksi X, sudut bulat R
G01 X…R(-)
G01 X30. Z-20
G01 X50. R-2.
G01 Z-30. Blok ini, bergerak ke paksi X
Letakkan satu bahagian, bergerak ke arah negatif (-) paksi Z, sudut bulat R
G01 Z…R(+)
G01 X30. Z0
G01 Z-30. R2.
G01 X50. Blok tunggal ini, bergerak ke arah paksi Z
Letakkan satu bahagian dan bergerak ke arah positif (+) paksi X
Pusingan R
G01 Z…R(-)
G01 X30. Z0
G01 Z-30. R-2.
G01 X20. Blok ini, bergerak ke paksi Z
Letakkan satu blok, bergerak ke arah negatif (-) paksi X, C dan R biasanya menentukan nilai jejari
Cerun hadapan atau chamfer Lengkok pusingan R jejari Sudut luaran (lebih daripada 180 darjah) Lengkok luar + jejari hidung alat Sudut dalaman (kurang daripada 180 darjah) Jejari hidung alat lengkok luaran
Adalah lebih mudah untuk mengira koordinat XY mutlak untuk kontur mudah, seperti segi empat tepat, tetapi adalah lebih sukar untuk mengira titik di mana kontur termasuk sudut dan jejari separa. Bahagian ini biasanya diprogramkan dengan bantuan sistem CAD/CAM (CAM), tetapi jika sistem tersebut tidak tersedia atau dalam situasi lain, pengaturcara CNC mesti menggunakan cara lama, dengan menggunakan kalkulator poket. Kebanyakan pengiraan akan menggunakan fungsi trigonometri, tetapi mengetahui operasi aritmetik dan algebra asas, mengetahui formula, membiasakan diri dengan menyelesaikan segi tiga masih merupakan keperluan utama. Bab ini akan membentangkan beberapa teknik yang telah terbukti sesuai untuk menyelesaikan sebahagian besar masalah yang berkaitan dengan pengiraan titik kontur yang lebih sukar.
Alat dan Pengetahuan
Mana-mana alat hanya boleh digunakan dengan betul jika pengguna mempunyai jumlah pengetahuan yang mencukupi tentang tujuan alat dan cara menggunakan alat tersebut. Dalam pengaturcaraan manual CNC, kita bercakap tentang tiga alat utama pensil, kertas, dan kalkulator. Kartun lama juga telah menunjukkan alat keempat pemadam yang sangat besar. Sudah tentu, pada hari ini, pensel kemungkinan besar digantikan oleh editor teks (malah Windows Notepad akan melakukannya dalam keadaan kecemasan), dan pencetakan sebenar di atas kertas tidak selalu diperlukan, kerana program ini boleh dipindahkan ke sistem kawalan melalui kabel , menggunakan perisian DNC. Pemadam adalah sebahagian daripada editor, dan Windows juga menyediakan kalkulator mudah. Dalam amalan, fizikal..
Last updated on Jan 31, 2024
5 New Option Of ID Operation Added Now
So We Have 21 Different Radius And Taper Angle Coordinates Calculation
And More Options Will Add in the Upcoming Time
Versi Terbaru
![]() 10.0
10.0
Dimuat naik oleh
Amz Zaw
Memerlukan Android
Android 5.0+
Available on
![]()
Category
Laporkan







Discover what you want easier, faster and safer.

Cnc Taper & Radius Coordinator
10.0 by Vaani Applications
Jan 31, 2024